技术简介
 据统计,金属构件的报废80%是因表面磨损或腐蚀所致,本公司以世界领先的德国Nitrotec(QPQ)表面处理技术,为广大客户提供服务,大幅度提高产品或工件的耐磨性和抗蚀性。
据统计,金属构件的报废80%是因表面磨损或腐蚀所致,本公司以世界领先的德国Nitrotec(QPQ)表面处理技术,为广大客户提供服务,大幅度提高产品或工件的耐磨性和抗蚀性。
Nitrotec (QPQ) 是金属科技领域内的高新技术,是在无污染、无公害的盐浴中进行氮碳 (氧)多元共渗,在金属表面形成一层品质优良的致密化合物层,使金属表面的耐磨性和抗蚀性比常规热处理和表面防腐技术成十倍地提高,因此被称作金属科技领域内的革命性新技术。
该技术首先被美国通用电器、德国大众、奔驰、日本丰田、本田等一些著名的跨国公司应用。
经Nitrotec (QPQ) 处理后,中碳钢的耐磨性可以达到常规淬火的20倍,低碳钢渗碳淬火的14倍,离子渗氮的2.8倍镀硬铬的2.1倍,疲劳强度提高40%以上。经Nitrotec (QPQ) 处理后,抗腐蚀性比电镀硬铬的高70倍以上,比不锈钢还高5倍,是发黑的280倍。
经过 Nitrotec (QPQ)处理后的优异性能
优良的耐磨性
经过Nitrotec (QPQ) 处理后的金属表面生成致密的品质优良的化合物层,纯粹由E-氮化铁组成,能够高效地提高金属表面的抗摩擦性能。
部分材料滑动磨损试验值比较:
| 序号 | 材料 | 处理方法 | 硬度 | 磨损值mg | 磨损比 |
|---|---|---|---|---|---|
| 1 | 40Cr | Nitrotec | 700HV | 0.22 | 1 |
| 2 | 40Cr | 镀硬铬 | 813HV | 0.46 | 2.1 |
| 3 | 40Cr | 离子渗氮 | 700HV | 0.62 | 2.8 |
| 4 | 20Cr | 渗碳淬火 | 63.5HRC | 3.12 | 14 |
| 5 | 20Cr | 高频淬火 | 61HRC | 5.18 | 23.7 |
| 6 | 40Cr | 常规淬火 | 58HRC | 6.46 | 29.4 |
优良的耐腐蚀性
经过Nitrotec(QPQ)处理后的金属表面耐腐蚀性大大提高。
部分材料盐雾试验抗腐蚀性比较 (ASTM117标准):
| 序号 | 试样种类 | 生锈时间(H) | 相对抗蚀性 |
|---|---|---|---|
| 1 | Nitrotec(45钢) | 140 | 1 |
| 2 | 1Cr18Ni9Ti | 28 | 1/5 |
| 3 | 镀装饰铬 | 4 | 1/35 |
| 4 | 镀硬铬 | 3.5 | 1/40 |
| 5 | 1Cr13 | 2 | 1/70 |
| 6 | 发黑 | 0.5 | 1/280 |
应用领域
 适合的材料:各种碳钢、合金钢、不锈钢、高速钢、铸铁、粉末冶金等所有黑色金属
适合的材料:各种碳钢、合金钢、不锈钢、高速钢、铸铁、粉末冶金等所有黑色金属
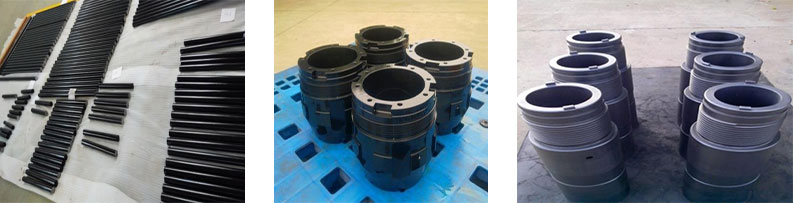
典型零件应用:发动机气门、曲轴、气门导管、挺杆、缸套、齿轮、气缸套、轴承变速器壳体、枪管、螺栓、弹盒、炮身、导管、衬套轴、钢套、泵、连杆、凸轮、垫片、刀具、法兰、花键、螺栓、冲压模具、注塑模具、打字机零件、锻压模具、冲压件、照相机、滚筒、轧辊、滑块、转向臂、导轨、液压杆、液压缸、万向节、连接销、活塞、活塞杆、螺纹螺丝、螺栓螺母、泵体、高速钢钻头、枪械、各种刀具、法兰、键销、垫片、壳体等等。
用本技术处理的工件有一个外观特点:“黑亮”,给人一种愉悦的外观享受。
适用行业:汽车、摩托车行业/军工行业/航空/航天行业/液压气弹簧行业/机械行业/模具、工具行业/石油开采行业等。
技术优点
 微变形:因为采用低温盐浴技术,所以工件不会变形,消除了一般热处理变形大的缺陷。
微变形:因为采用低温盐浴技术,所以工件不会变形,消除了一般热处理变形大的缺陷。
显菩提高抗疲劳强度:经过Nitrotec (QPQ) 处理后抗疲劳强度可提高100%-40%,减缓点蚀、锈蚀等表面缺陷的产生。
优秀的抗咬合性:经过Nitrotec(QPQ) 处理后的金属表面磨擦系数极低,有助于零件间的磨合,起到抗咬合的作用。
无氢脆风险:这种工艺可以完全消除其他镀层工艺遇到的氢脆现象,并解除镀层工艺带来的脱落等问题。
降低生产成本:由于该技术可以同时提高耐磨性和抗蚀性,因此它可以同时替代淬火(高频淬火,渗碳淬火)回火、发黑等多道工序,在许多场合可以普通碳钢代替不锈钢、合金钢,可以完全代替镀铬工艺,大大缩短生产周期,降低产品成本。
环保、节约资源:盐浴配方无公害、无污染,比传统热处理方法更节能。在绝大多数领域可替代镀铬,从而减少因电镀引起的环境污染。经过氮碳共渗处理后在达到耐磨性与抗腐蚀性的要求下,可以用低标号的材料代替高标号的材料,不仅降低成本,更可节约资源。
技术介绍
本技术是在560±10℃工作温度下,在无污染、无公害的盐浴中进行氮碳氧多元共渗。处理后的金属表面形成一层品质优良的致密化合物层,使金属表面的耐磨性和抗蚀性比常规热处理和表面防腐技术成十倍地提高,因此是金属科技领域内的革命性新技术。而且还具有处理后零件几乎不变形,无公害,节能等优点。
使用本技术处理的工件的内在特点是:基体硬度(HRC)并不变,但其表面硬度(HV)有极大的提高(高合金材料可达HV1200)。
工艺流程
清洗(中性)→装架→预热(350℃一小时)→共渗(560±10℃一至四小时)→氧化(380℃二十分钟)→冷却→抛光→清洗→装架→预热(300℃一小时)→氧化(380℃一小时)→冷却→检验→装箱。
技术特点
1、外观:盐浴复合处理的产品表面呈黑色或兰黑色,也有应客户要求抛光至灰色或金属本色。
2、化合层及渗层:处理后的金属表面形成一层品质优良的致密化合物层(白亮层)及渗透层(如下图中的细长竖条即为白亮层)。一般厚度根据材料及客户要求为5—30um。一般硬度根据材料及客户要求为350—1200HV(可见附表)
3、硬度:一般硬度根据材料及客户要求为350—1200HV。
碳钢、低合金钢 500~800 Hv0.1
热模钢、铸模钢、冲模钢 800~1100 Hv0.1
各种不锈钢 1000~1200 Hv0.1
各种高速钢 1000~1400 Hv0.1
4、耐腐蚀:经NITROTEC处理后,普通碳钢类零件中性盐雾实验一般都能达到96小时以上;在工艺过程控制很好的情况下,盐雾实验能达到100--1000小时以上。
5、耐磨性:本工艺已经进行过全面可靠的耐磨试验,滑动磨损比其他工艺可以成倍提高。
常用材料经氮碳氧多元共渗处理后硬度渗层对照表
| 材料牌号 | 表面硬度HV | 相当于HRC | 化合层厚(um) | 总渗层厚(mm) |
|---|---|---|---|---|
| 08AL A3(Q235) 10# 15# | 500~600 | 50~56 | 15~30 | >0.5 |
| 35# 45# 40Cr 45Cr | 600~700 | 56~61 | 15~20 | 0.3~0.5 |
| 35CrMo 42CrMo 50Mn 65Mn | 700~800 | 61~65 | 12~15 | 0.3~0.4 |
| 38Cr M0Al | 900~1000 | 67以上 | 10~12 | 0.15~0.2 |
| 1Cr13 2Cr13 3Cr13 1Cr17 1Cr18Ni9Ti W18Cr4V -2 | 1000~1200 | 70以上 | 8~12 | 0.15~0.2 |
| H13 3Cr Cr12MoV 3Cr2W8V | 1000以上 | 70以上 | 8~12 | 0.2~0.3 |
| QT 120 灰口铸铁 | 600~700 | 56~61 | 12~15 | 0.15~0.2 |
| 粉末冶金 | 500~600 | 50~56 | 15~20 | 0.3~0.5 |
| 4Cr9Si2 21-4N 4Cr10Si2Mo | 950以上 | 67以上 | 5~10 | 0.02~0.05 |
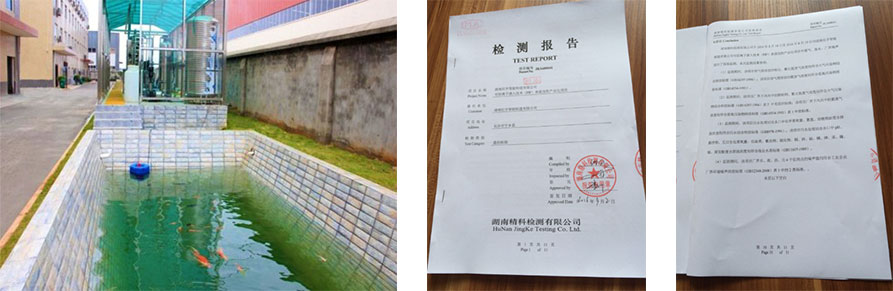
绿色环保
QPQ工艺过程产生的废水经过专用的处理设备,处理后的水质达到渔业标准,可重复利用水资源。同时,我们建立了废水排放检测体系,用来监测设备运行情况,确保不对环境产生污染。